



Ultrahigh fatigue resistance enabled by heterostructural design
 0
0 Abstract
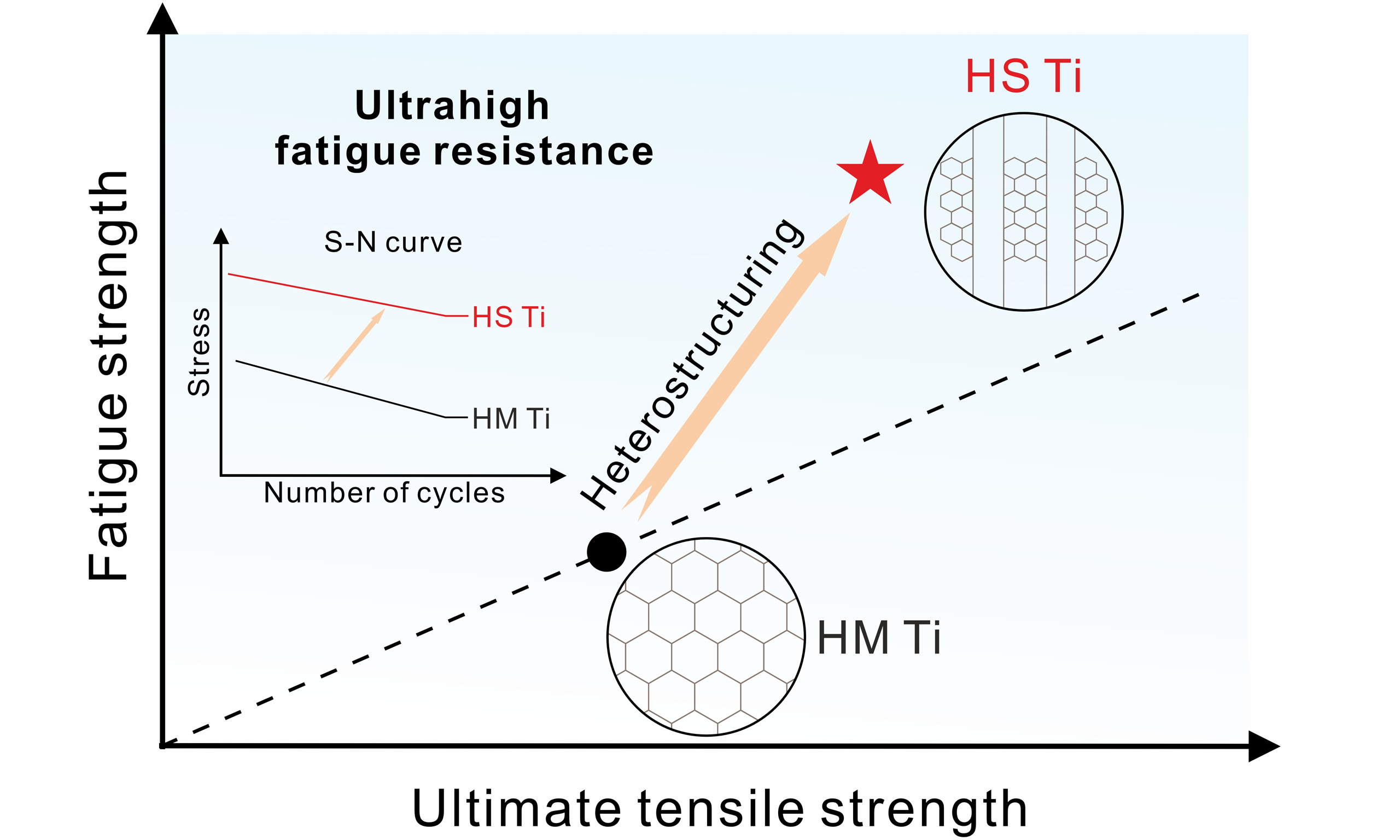
Enhancing the fatigue resistance of metals remains a significant challenge in materials engineering. This study demonstrates that titanium exhibits remarkable fatigue resistance when heterostructures are introduced via additive manufacturing. Compared to homogeneously structured titanium, heterostructured titanium shows a remarkable 141% improvement in fatigue strength and a 53% enhancement in fatigue ratio. The heterostructure promotes the formation of high-density geometrically necessary dislocations, leading to hetero-deformation-induced strengthening under cyclic loading. This process enhances structural stability, suppressing fatigue crack initiation and propagation, thus improving fatigue resistance. These findings suggest that heterogeneity is a promising strategy for enhancing fatigue resistance across various alloy systems.
Keywords
INTRODUCTION
For centuries, fatigue-induced failure of structural components has been a critical concern, significantly affecting the safety and reliability of various engineering applications, including those in the energy, transportation, and aerospace sectors[1]. Fatigue failure results from cumulative damage under cyclic loading and typically progresses through three stages: crack initiation, propagation (or growth), and final fracture[2]. Fatigue crack initiation begins with the formation of microscopic cracks at stress concentrators, such as lattice defects, inclusions, and surface imperfections. Fatigue crack propagation involves the growth of small cracks driven by the stress concentration at crack tips, which can be quantified by the stress intensity factor (ΔK). Final fracture occurs when the remaining material can no longer support the cyclic loading[2,3]. High-cycle fatigue (HCF) is a critical consideration in the design of structural components, as failure can occur under cyclic stresses significantly below the material’s yield strength. The overall fatigue behavior is predominantly governed by the crack initiation and propagation stages, with the initiation phase being a primary determinant of the material’s in-service lifetime and durability[4-6].
Research has established that fatigue behavior is controlled by a complex interaction of microstructural, mechanical, and environmental factors. Intrinsic material properties form the fundamental basis for fatigue resistance[7-9]. Microstructural characteristics, including grain size, morphology, crystallographic texture, phase distribution, and residual stress states, profoundly influence both crack initiation and propagation[10]. Furthermore, mechanical properties such as strength, ductility, and work-hardening capacity determine the material’s ability to accommodate cyclic plastic deformation and resist crack growth[11]. Heterogeneities in these properties can significantly alter stress localization and damage accumulation during cyclic loading, thereby impacting fatigue life, damage tolerance, and the structural reliability of engineering components in service[12]. For example, high-strength materials can withstand greater loading stresses and exhibit higher resistance to fatigue crack initiation, while materials with good plasticity or toughness can blunt crack tips through plastic deformation, delaying crack propagation and extending fatigue life[13,14]. Therefore, a key strategy for enhancing fatigue resistance involves simultaneously improving both strength and plasticity to inhibit fatigue crack initiation and propagation.
In recent years, the heterostructural design has significantly advanced the development of strong and ductile metal alloys, such as high-strength and ductile Ti-Al alloys with altered alloying elements and contents and Ti-O alloys with oxygen gradient[15,16], as well as introducing microstructural heterogeneities characterized by variations in grain size and morphologies in the Ti-1.8Al-7.8Mo-3.7Cr-6.7Zr alloy[17]. Heterostructured (HS) materials comprise zones ranging from nanometers to micrometers, characterized by markedly different compositional or structural properties, where the high levels of incompatibility between different zones enhance the overall mechanical properties[18-21]. During the plastic deformation of HS materials, strain partitioning occurs between the soft coarse-grained (CG) and hard ultrafine-grained zones[22,23]. This strain partitioning requires geometrically necessary dislocations (GNDs) to accommodate the plastic strain incompatibility, thereby promoting back stress production in the soft zones, which leads to significant strain strengthening[24]. About the effect of heterostructure on fatigue resistance, most of the work focuses on the gradient structure, which needs additional post-treatments. For example, Zhang et al. developed a gradient structure in CG Ti, incorporating a nacre-like surface nanolaminate layer[25]. This gradient structure enhanced the tensile strength without compromising ductility relative to its CG counterpart and achieved a fatigue limit of approximately 195 MPa, representing an improvement of about 15% over the CG structure, which exhibited a fatigue limit of around 170 MPa. However, this type of work essentially involves the introduction of a surface-hardened layer through surface mechanical strengthening, and the enhancement of fatigue resistance is limited. The impact of heterostructure with soft CG and hard ultrafine-grained zones on fatigue behavior has not been widely explored, and the underlying mechanisms have not yet been widely clarified.
In this study, we propose a promising strategy for enhancing fatigue resistance by introducing heterostructures with soft CG and hard ultrafine-grained zones, fabricated directly through additive manufacturing. To emphasize the significance of structural heterogeneity on fatigue behavior and ensure the distinctiveness of our findings, we selected commercially pure (CP) Ti as the model material. Our findings might be applicable to other material systems, offering alternative approaches for enhancing fatigue performance in practical applications.
MATERIALS AND METHODS
This study utilized CP Ti fabricated through two distinct processes for fatigue research [Figure 1A]. The first fabrication process involved additive manufacturing via laser powder bed fusion (LPBF). Gas-atomized titanium powder (Avimetal Co. Ltd., China), with particle sizes ranging from 15 μm to 53 μm, was employed, and billets with a thickness of 3 mm were printed using an SLM 125HL single laser system (SLM Solutions Group AG, Germany). The printing parameters included a laser power of 250 W, a scanning speed of
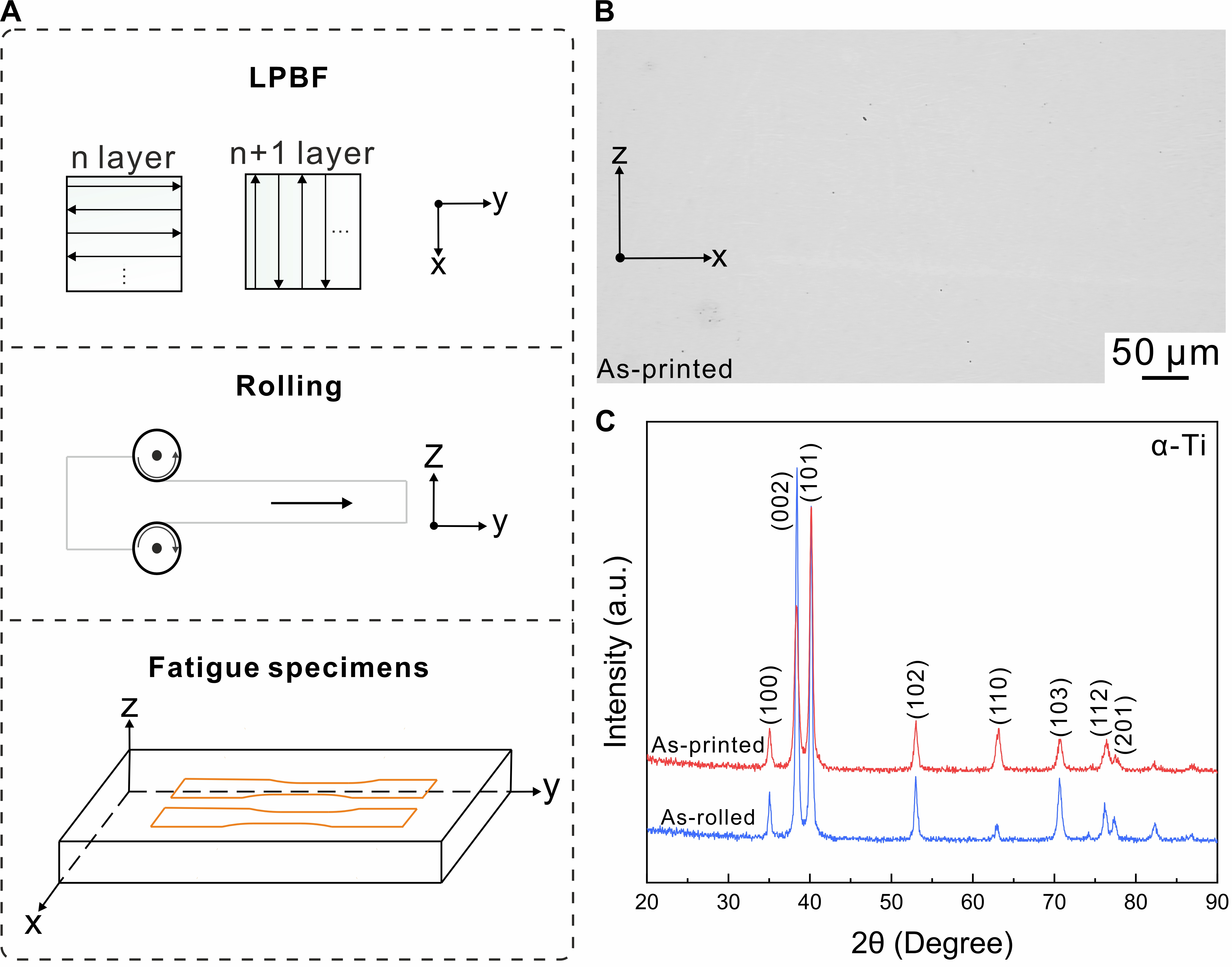
Figure 1. Fabrication of heterostructured (HS) and homogeneous (HM) Ti. (A) Schematic illustrations of the LPBF process, rolling process, and sampling positions and shapes of the fatigue specimens; (B) OM image demonstrating the high formability of as-printed Ti along the building direction; (C) XRD patterns depicting the phase composition of as-printed and as-rolled Ti. LPBF: Laser powder bed fusion; OM: optical microscope; XRD: X-ray diffraction.
For both the as-printed and as-rolled titanium, phase composition was analyzed using X-ray diffraction (XRD) with a Rigaku SmartLab 9kW system, and microstructures were observed using electron backscatter diffraction (EBSD) with a ThermoFisher Apreo 2S field emission scanning electron microscope (SEM). The EBSD samples were prepared by wire electrical discharge machining, followed by mechanical polishing with SiC abrasive papers and final surface finishing via argon ion polishing using a Gatan PECS II 685 system.
For the as-printed samples, the length direction of the mechanical test specimens is perpendicular to the printing direction, as shown in Figure 1A. In contrast, for the as-rolled samples, the length direction of the specimens is aligned with the rolling direction. Uniaxial tensile tests, conducted at a strain rate of 1×10-3/s, were performed using a Zwick/Roll Z020 TEW testing machine equipped with a laser extensometer. The tensile sample is dog-shaped with a gauge section of 10mm (length), 2mm (width), and 2mm (thickness). Stress-controlled axial pull-pull fatigue tests, with a stress ratio of R = 0.1 and a sinusoidal waveform at a frequency of 20 Hz, were conducted on a Zwick/Roll LTM3 electro-dynamic testing machine. The fatigue sample is plate-shaped with a gauge section of 4 mm (length), 2 mm (width), and 2 mm (thickness). The fatigue tests were statistically evaluated. A statistical survival rate of 50% was selected to obtain fatigue strength. In detail, the power-law function was selected to fit the stress-number of cycles (S-N) curves (stress-life diagrams). Two S-N curves can be described by S = 531.26697N-0.01548 for HS Ti and S = 693.55954N-0.08634 for homogeneously structured Ti, respectively. Based on these, the fatigue strength at 107 cycles can be obtained.
Moreover, the microstructures near the fracture were examined using a JEOL 2100F transmission electron microscope (TEM) following fatigue testing. The TEM specimens were first cut using wire electrical discharge machining, followed by mechanical grinding to a thickness of approximately 30 μm, and finally thinned by ion milling with a Gatan 695 system. Moreover, the fracture morphologies were analyzed using a Thermo Fisher Apreo 2S SEM.
RESULTS AND DISCUSSION
The XRD patterns for both the as-printed CP Ti and the control group of as-rolled CP Ti reveal the exclusive presence of the α-Ti phase, with prominent diffraction peaks corresponding to the (002) and (101) planes in both types of Ti, as depicted in Figure 1C. However, the grain structures exhibit notable differences. The as-printed Ti exhibits a heterogeneous microstructure along the build direction, characterized by a mixture of coarse and fine grains, as shown in Figure 2A. Quantitative analysis of the grain morphology, based on aspect ratio, is presented in Figure 2B. Here, an aspect ratio of 1 corresponds to equiaxed grains, while higher values indicate columnar morphologies. This analysis reveals that only 10% of the grains in the as-printed Ti are equiaxed, with the majority possessing a high aspect ratio; for example, over 25% of the grains have an aspect ratio of 2. The fine, elongated grains are predominantly located adjacent to the coarse, columnar grains. The grain length varies from a few micrometers to approximately 200 μm, and the width ranges from a few micrometers to about 50 μm. Consequently, the grain size distribution is broad, spanning from approximately 10 μm to 180 μm, as quantified in Figure 2C. Furthermore, fine-grained regions occupy a smaller area fraction compared to the CG regions, confirming the structural heterogeneity. This significant diversity in both grain size and morphology defines the as-printed Ti as HS Ti.
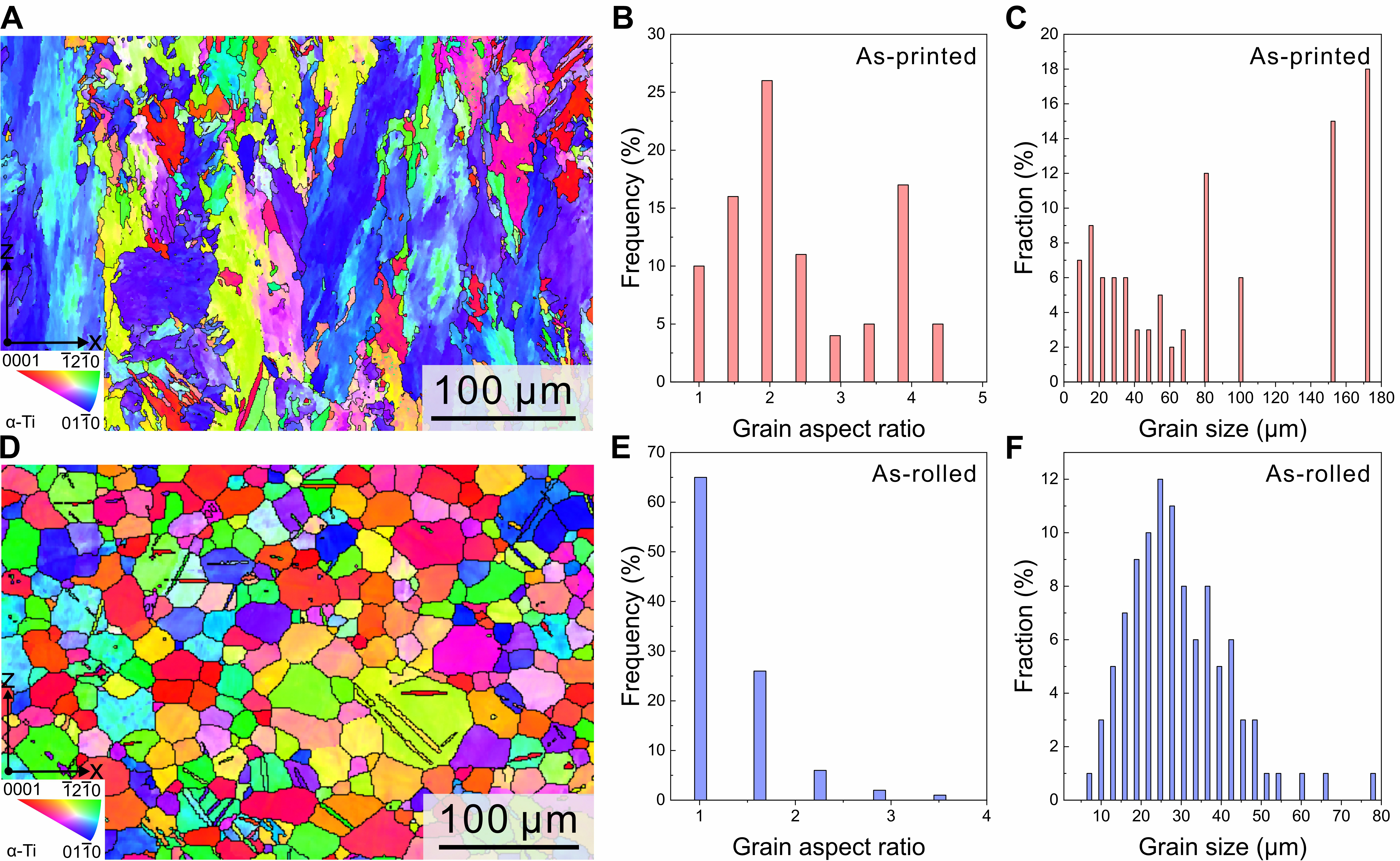
Figure 2. Microstructural characteristics of HS and HM Ti. (A-C) EBSD inverse pole figure (IPF) map, grain aspect ratio distribution, and grain size distribution illustrating the structural heterogeneity in HS Ti; (D-F) EBSD-IPF map, grain aspect ratio distribution, and grain size distribution showing the structural homogeneity in HM Ti. HS: Heterostructured; HM: homostructured; EBSD: electron backscatter diffraction.
In contrast, the as-rolled Ti exhibited a highly homogeneous and equiaxed grain structure in the plane perpendicular to the rolling direction [Figure 2D]. Quantitative analysis revealed that approximately 65% of the grains were equiaxed, while a secondary fraction of approximately 25% consisted of grains with a moderate aspect ratio of ~1.6 [Figure 2E]. The microstructure was predominantly equiaxed, with an average grain size of approximately 34.7 μm [Figure 2F]. The absence of both elongated grains and microstructural gradients further substantiates the material's structural uniformity. Collectively, these results confirm that the as-rolled Ti possesses a well-developed homogeneous microstructure, thereby justifying its designation as homostructured (HM) Ti. This material consequently serves as a reference for comparison with the HS Ti.
The HS Ti is characterized by structural heterogeneity, primarily induced by the unique thermal history associated with LPBF, in contrast to HM Ti. This structural heterogeneity results in remarkable tensile and fatigue properties. Figure 3A presents the tensile engineering stress-strain curves, where HS Ti exhibits superior strength and ductility compared to HM Ti. Specifically, HM Ti is relatively soft, with a yield strength (σYS) of approximately 337 MPa, an ultimate tensile strength (σUTS) of approximately 365 MPa, and a uniform elongation (εUE) of approximately 4.8%. In contrast, HS Ti achieves a σYS of approximately 495 MPa, representing a 47% increase, and a σUTS of approximately 575 MPa, indicating a 58% increase in σUTS. Simultaneously, HS Ti demonstrates an improved εUE of approximately 6.9%, accounting for a 44% increase compared to the HM Ti counterparts. These enhancements in HS Ti arise from the heterostructural design. The coexistence of hard fine-grained and soft CG regions in HS Ti generates strain gradients during deformation, producing HDI strengthening. This mechanism not only increases yield strength by delaying plastic flow in the soft regions but also enhances σUTS by promoting more uniform strain distribution and delaying necking. Additionally, the heterogeneous structure can accumulate a higher dislocation density in multiple regions, providing further dislocation strengthening and contributing to the superior mechanical performance of HS Ti compared with HM Ti[22]. Additionally, the work-hardening capacity of HS Ti surpasses that of HM Ti, as shown in Figure 3B. With increasing strain, the work-hardening rate of HS Ti remains higher, corroborating its superior σUTS and εUE.
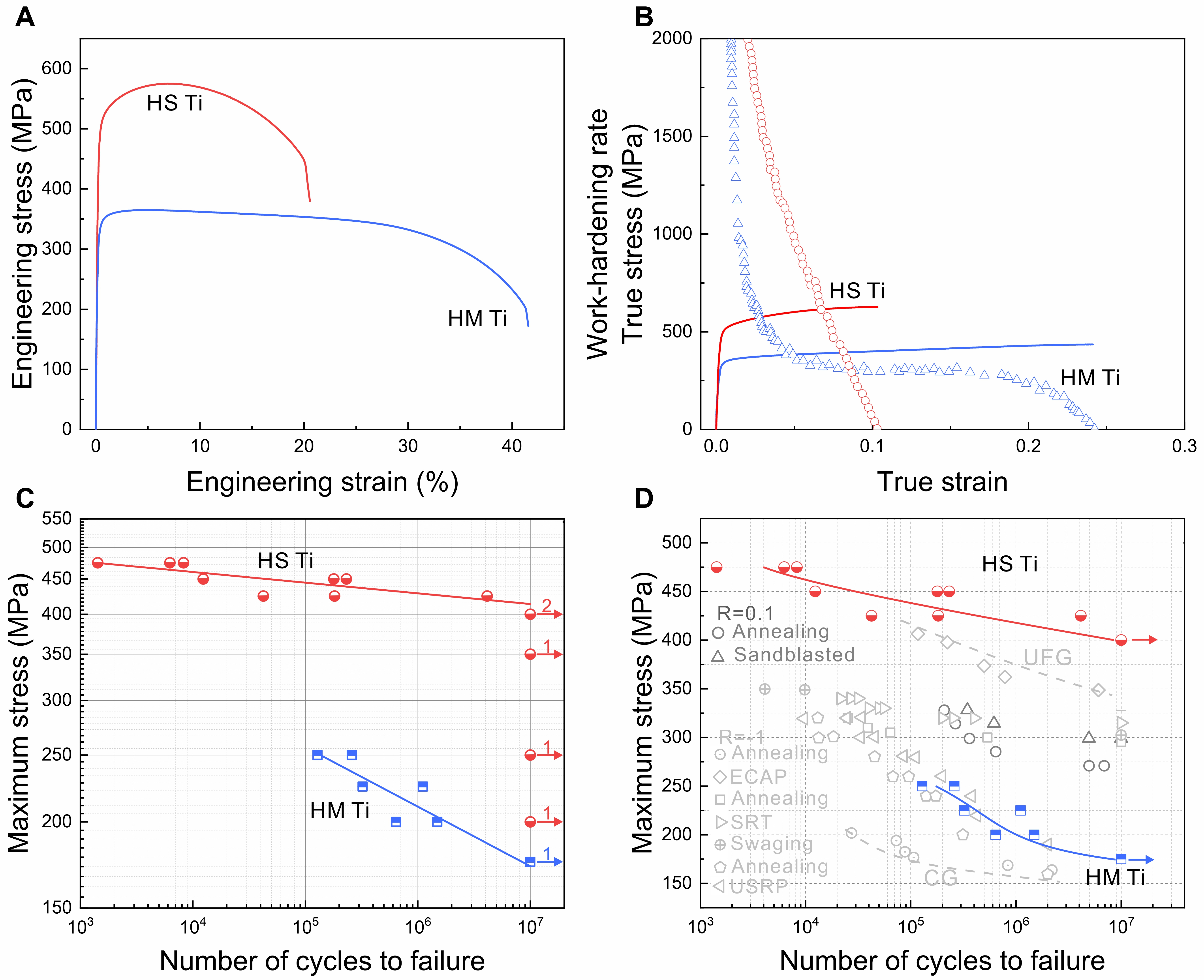
Figure 3. Tensile and fatigue properties of HS and HM Ti. (A) Engineering stress-strain curves; (B) work-hardening rate curves; (C) S-N curves; (D) comparison of S-N curves of HS and HM in this work and other CP Ti processed by multiple technologies from reported work[26-30]. HS: Heterostructured; HM: homostructured; S-N: stress-number of cycles; CP: commercially pure.
The fatigue S-N curves for stress-controlled HCF of HS and HM Ti are presented in Figure 3C. The HM Ti exhibits a conventional fatigue strength (σf) of 172 MPa and a fatigue ratio (σf/σUTS) of approximately 0.47. In contrast, the HS Ti shows a remarkable improvement in fatigue resistance. Its fatigue strength reaches
The fatigue properties of HS Ti and HM Ti were further evaluated by comparing the S-N curves (R = 0.1 and R = -1) for CP Ti with varying structural characteristics, as shown in Figure 3D. Previous studies have reported that the fatigue strength of annealed Ti increased from 270 MPa to 300 MPa (R = 0.1) after sandblasting with SiO2 particles, attributed to the introduction of compressive residual stress in the surface layer[26]. Additionally, several strategies have been implemented to enhance the fatigue properties of CP Ti. For instance, by introducing a gradient structure through surface rolling treatment (SRT) and ultrasonic surface rolling process (USRP), the fatigue strength can be improved from 295 MPa to approximately
In the HS Ti examined in this study, the grain structure is highly heterogeneous, with neighboring grains exhibiting significant differences in size and morphology. This heterogeneity is likely the primary factor contributing to the ultrahigh fatigue resistance observed. We further investigate the cyclic deformation characteristics of HS Ti by examining dislocation movements to elucidate the underlying fatigue mechanisms. As shown in Figure 4A-D, the observed zones in HS Ti after fatigue testing (σmax = 375 MPa and Nf = 107) primarily consist of four grains with heterostructures. Specifically, grain 2 exhibits lath-like characteristics with a thickness of approximately 500 nm and is surrounded by larger grains, such as grain 1 and grain 4. Under cyclic loading, a high density of GNDs formed in the larger grains through multiple dislocation movements.
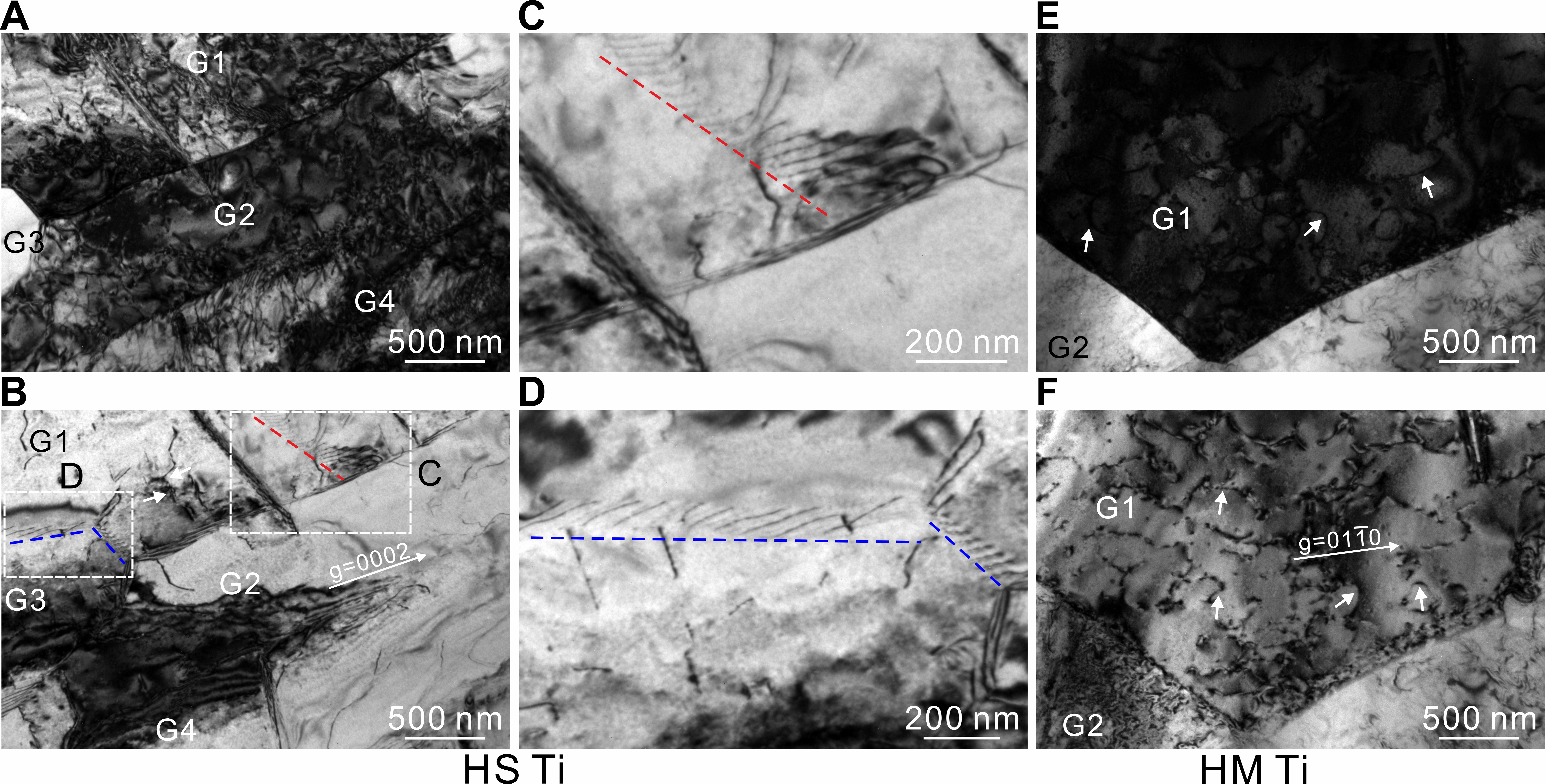
Figure 4. Bright-field (BF) TEM images showing dislocation characteristics in HS and HM Ti after fatigue. (A-D) HS Ti after fatigue at σmax = 375 MPa and Nf= 107. The electron beam direction is approximately parallel to the
The dislocation structures can be categorized into the following types: (1) High-density and parallel dislocation lines within a large grain 1 along the direction perpendicular to the boundary between grain 1 and grain 2 (indicated by red dashed lines in Figure 4B and C). (2) High-density and parallel dislocation lines along the grain boundary between grain 1 and grain 3 (indicated by blue dashed lines in Figure 4B and D). These GNDs, piled up against the boundaries, suggest the presence of back stresses, a type of long-range internal stress generated in the larger grains with the assistance of GNDs, as well as forward stresses, which arise in the smaller grains due to stress concentration caused by dislocation pileups during the fatigue process[31]. The introduction of back stress can enhance the effect of HDI strengthening[32]. Previous studies on HS materials have demonstrated that HDI strengthening can enhance yield stress and improve strain-hardening capacity[33]. This is advantageous for increasing fatigue strength, as enhanced stress can suppress fatigue crack initiation, while enhanced strain hardening improves plastic deformability, which helps inhibit fatigue crack growth.
In the HM Ti, instead of dislocation pileup, dislocation loops were observed within the large grains, as depicted by white arrows in Figure 4E and F. Under cyclic loading, dislocations were activated at multiple sources and subsequently evolved into dislocation cells, as indicated by white arrows. For the coarse grains in HM Ti, the driving force for dislocation nucleation is reduced compared to that in fine grains, since the critical shear stress (τf) is inversely proportional to the grain size (D) according to the Frank-Read dislocation multiplication theory, as briefly given below:
where a, G, and b are a constant, shear modulus, and Burgers vector of dislocation, respectively[34]. However, interactions between mobile dislocations were rare, and the generation of GNDs from grain boundaries was nearly absent in homogeneous coarse grains during cyclic loading, leading to poor strain-hardening capability and significantly limited fatigue strength compared to HS Ti.
To examine the impact of heterostructure-induced evolution of dislocation activity on fatigue resistance, the fatigue fracture morphologies of failed HS and HM Ti were compared. The EBSD analysis was performed on regions located near the fatigue crack initiation zone to investigate the microstructural evolution induced by cyclic loading. As illustrated in Figure 5A and B, the heterogeneous grain structure, consisting of large coarse grains and small fine grains, was maintained in the HS Ti samples under cyclic loading (σmax = 425 MPa). This observation demonstrates that the heterostructures exhibit high structural integrity and stability during cyclic loading. Also, high-density of low-angle grain boundaries (LAGBs) dominated in the HS Ti samples, comprising 58% of the boundaries, with some LAGBs in large coarse grains oriented perpendicular to the grain boundary, as indicated by the white arrows in Figure 5B. Generally, LAGBs allow dislocations to pass through without causing fatigue cracking, whereas high-angle grain boundaries (HAGBs) impede dislocation motion, making them preferential sites for fatigue crack initiation[35,36]. The presence of low-density HAGBs and high-density LAGBs suggests that fatigue cracking at grain boundaries can be restrained, potentially enhancing fatigue resistance. Furthermore, the fatigue fracture morphology shown in Figure 5C reveals that the crack initiated at the specimen surface and gradually propagated toward the interior. The propagation path was notably long, and the fatigue crack growth region occupied nearly 75% of the total fracture surface. This extensive propagation zone indicates a stable and progressive crack growth process before final fracture, highlighting the ability to resist rapid crack propagation under cyclic loading in HS Ti.
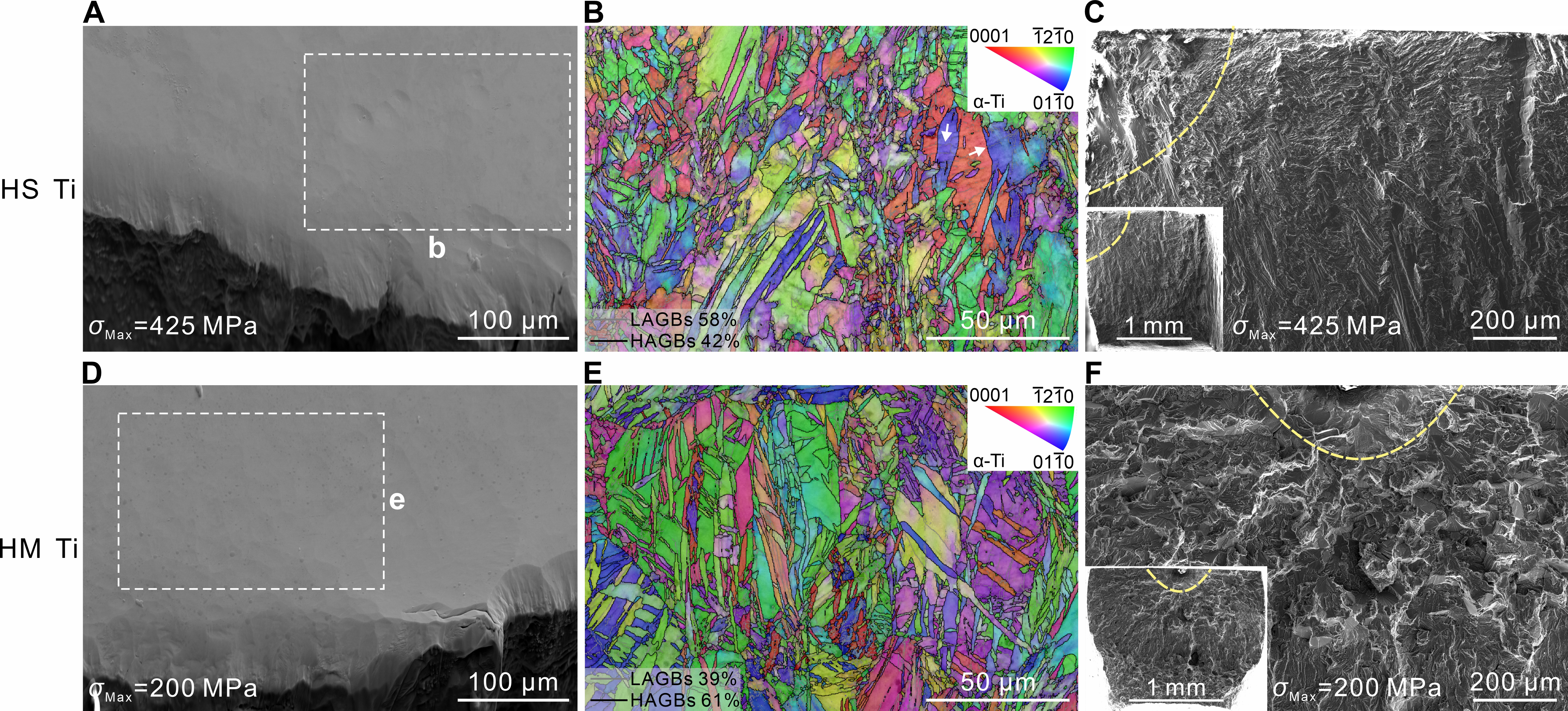
Figure 5. SEM images showing characteristics of fatigue damage morphology in HS and HM Ti after fatigue. (A-C) HS Ti after fatigue at σmax = 425 MPa; (D-F) HM Ti after fatigue at σmax = 200 MPa. LAGBs: Low-angle grain boundaries; HAGBs: high-angle grain boundaries; HS: heterostructured; HM: homostructured; SEM: scanning electron microscope.
In HM Ti, as depicted in Figure 5D and E, the original equiaxed grains underwent a significant transformation, becoming elongated, with HAGBs dominating (61%). This increases the likelihood of fatigue cracking at grain boundaries, potentially diminishing fatigue resistance. Furthermore, a notable refinement of the coarse grains was observed, indicating the low structural integrity and stability of HM Ti during cyclic loading. According to the dislocation-mediated grain refinement mechanism, the continuous dislocation multiplication and segmentation induced by cyclic pull-pull loading result in the refinement of coarse grains[3,37]. Additionally, fatigue cracks also initiate from the surface and propagate inward in HM Ti, with large planes being observable, as shown in Figure 5F. In addition, the fatigue crack propagation region of HM Ti exhibited a markedly undulated and coarse morphology, indicating significant plastic deformation during crack growth. This suggests that the propagation process in HM Ti involves considerable energy dissipation through plastic deformation. In contrast, the HS Ti showed a much smoother fatigue crack propagation surface, reflecting its superior resistance to crack growth and better maintenance of structural integrity and stability under cyclic loading conditions.
The exceptional fatigue resistance observed in HS Ti in this study is primarily attributed to the structural heterogeneity introduced through laser additive manufacturing. Under cyclic loading, HS Ti with a heterogeneous grain morphology exhibits distinct mechanisms, greater structural stability, and better fatigue resistance compared to its homogeneous counterpart (see Figure 6). This high structural integrity is believed to be associated with dislocation pile-up, resulting from the presence of back stress and forward stress[38,39]. During cyclic loading, dislocations accumulate in lines rather than becoming entangled; the forward and back stresses act as additional reinforcement to counteract grain deformation during cyclic loading. This minimizes the likelihood of dislocations transforming into HAGB, thereby reducing the risk of strain localization. Consequently, fatigue resistance is promoted by inhibiting fatigue crack initiation and delaying crack growth, which are key mechanisms responsible for improved fatigue properties.
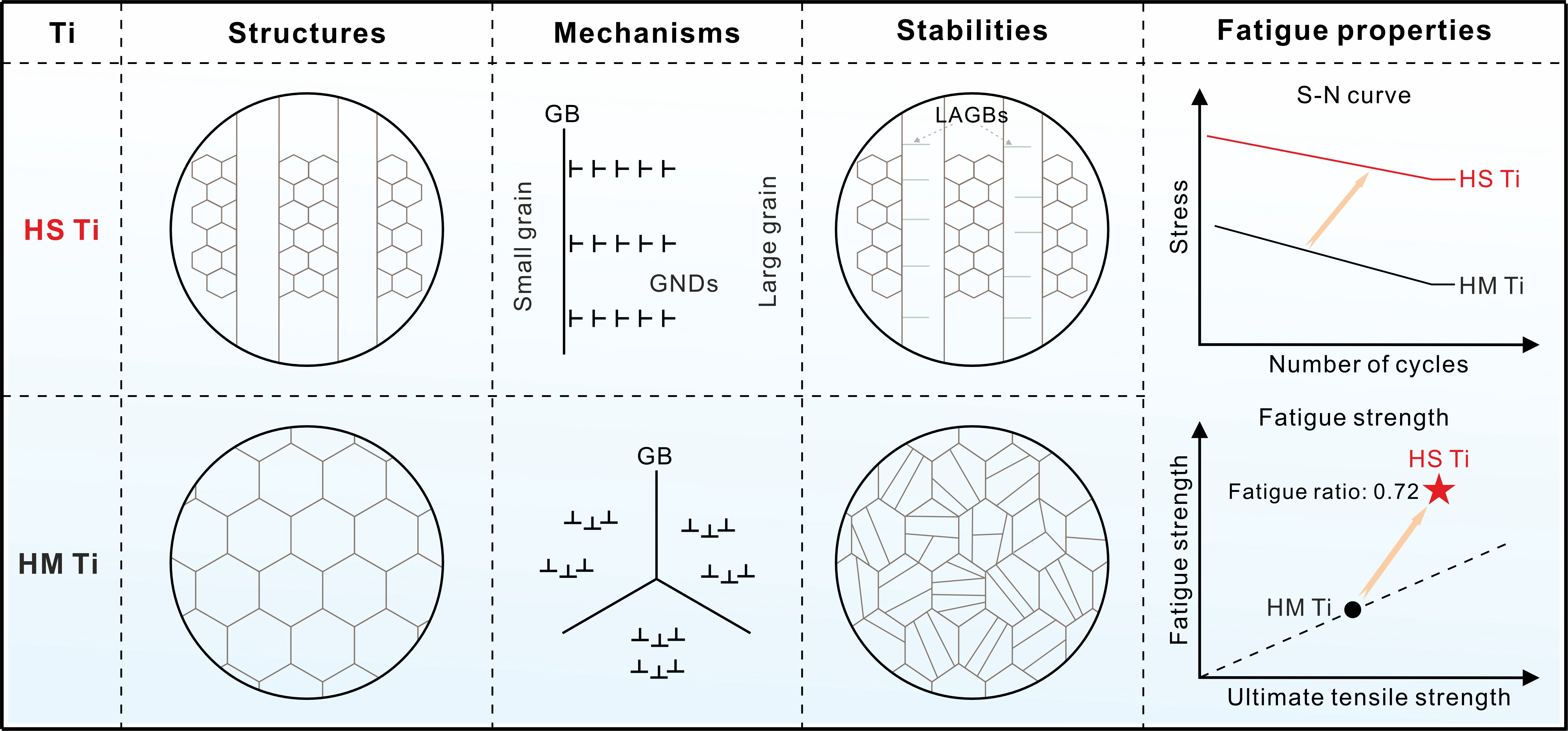
Figure 6. Schematic illustration of the comparisons of structures, deformation mechanisms, stabilities, and fatigue properties of HS and HM Ti. HS: Heterostructured; HM: homostructured; S-N: stress-number of cycles; LAGBs: low-angle grain boundaries; GNDs: geometrically necessary dislocations; GB: grain boundary.
In this work, the superior fatigue resistance of the HS Ti is attributed to the structural heterogeneity introduced by additive manufacturing, which enhances deformation compatibility and cyclic stability. Future enhancements in fatigue performance may be realized by precisely tailoring heterostructural gradients and optimizing phase and grain boundary distributions. This can be achieved by integrating additive manufacturing with post-processing treatments such as surface strengthening and thermal modification[40,41]. Such integrated strategies hold significant potential for developing next-generation Ti alloys with exceptional fatigue stability and structural reliability for long-term service in demanding aerospace, biomedical, and energy applications.
CONCLUSION
In summary, this study presents a systematic investigation into the impact of heterostructures on fatigue behavior. The heterogeneous structure in HS Ti comprises a mixture of coarse and fine grains, in contrast to HM Ti, which consists of equiaxed grains of uniform size. Under stress-controlled cyclic loading, HS Ti exhibits an exceptional fatigue strength of approximately 414 MPa, resulting in a fatigue ratio of 0.72, outperforming its HM Ti counterparts. The heterostructure facilitates the formation of a high density of GNDs during cyclic loading, leading to HDI strengthening and superior microstructural stability, which further contribute to high fatigue resistance. This study underscores a potential strategy for designing fatigue-resistant metals and alloys.
DECLARATIONS
Acknowledgments
The authors thank Mr. Tab Cheng for sample preparation and Dr. Ruien Hu for experimental support.
Authors’ contributions
Writing - original draft, conceptualization, investigation, data curation: Ren, C.
Investigation, data curation: Jin, S.; Chen, Y.; Shi, H.; Ran, Y.; Song, Z.
Investigation, supervision: Dan, X.; Liu, Q.; Sun, Y.; Sun, H., Liu, Z.
Writing - review and editing, conceptualization, supervision, funding acquisition: Chen, Z.; Zhu, Y.
Availability of data and materials
The data supporting the findings of this study are available within this Article. Further data will be made available from the corresponding authors upon reasonable request.
AI and AI-assisted tools statement
Not applicable.
Financial support and sponsorship
This work was financially supported by the Postdoc Matching Fund Scheme of The Hong Kong Polytechnic University (PolyU) (Project codes: W23A and W31P), the PolyU Research and Innovation Office (Project codes: BBR5, CD9E, and UARQ), the Shenzhen Municipal Science and Technology Innovation Commission (Project code: SGDX20230821092100002), and the Innovation and Technology Commission of the Government of the Hong Kong Special Administrative Region for funding support to the State Key Laboratories in Hong Kong.
Conflicts of interest
Zhu, Y. is a Senior Editorial Board Member of the journal Microstructures, and Chen, Z. is a Junior Executive Editor of the journal. Neither of them was involved in any steps of the editorial process, notably including reviewer selection, manuscript handling, or decision-making. The other authors declared that there are no conflicts of interest.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Copyright
© The Author(s) 2026.
REFERENCES
1. Li, L.; Zhang, Z.; Zhang, P.; Zhang, Z. A review on the fatigue cracking of twin boundaries: crystallographic orientation and stacking fault energy. Prog. Mater. Sci. 2023, 131, 101011.
2. Pineau, A.; Amine Benzerga, A.; Pardoen, T. Failure of metals III: fracture and fatigue of nanostructured metallic materials. Acta. Mater. 2016, 107, 508-44.
3. Liu, R.; Tian, Y. Z.; Zhang, Z. J.; Zhang, P.; An, X. H.; Zhang, Z. F. Exploring the fatigue strength improvement of Cu-Al alloys. Acta. Mater. 2018, 144, 613-26.
4. Koyama, M.; Zhang, Z.; Wang, M. M.; et al. Bone-like crack resistance in hierarchical metastable nanolaminate steels. Science 2017, 355, 1055-7.
5. Qu, Z.; Zhang, Z.; Liu, R.; et al. High fatigue resistance in a titanium alloy via near-void-free 3D printing. Nature 2024, 626, 999-1004.
6. Zhao, Q.; Li, X.; Hu, J.; Jiang, Y.; Yang, K.; Wang, Q. Ultra-high cycle fatigue and ultra-slow crack growth behavior of additively manufactured AlSi7Mg alloy. Int. J. Struct. Integr. 2024, 15, 382-407.
7. Liu, R.; Zhang, P.; Zhang, Z. J.; Wang, B.; Zhang, Z. F. A practical model for efficient anti-fatigue design and selection of metallic materials: I. Model building and fatigue strength prediction. J. Mater. Sci. Technol. 2021, 70, 233-49.
8. Stinville, J. C.; Charpagne, M. A.; Cervellon, A.; et al. On the origins of fatigue strength in crystalline metallic materials. Science 2022, 377, 1065-71.
9. Yang, S.; Meng, D.; Díaz, A.; Yang, H.; Su, X.; de Jesus, A. M. P. Probabilistic modeling of uncertainties in reliability analysis of mid-and high-strength steel pipelines under hydrogen-induced damage. Int. J. Struct. Integr. 2025, 16, 39-59.
10. Pineau, A.; Mcdowell, D. L.; Busso, E. P.; Antolovich, S. D. Failure of metals II: fatigue. Acta. Mater. 2016, 107, 484-507.
11. Renk, O.; Hohenwarter, A.; Gammer, C.; Eckert, J.; Pippan, R. Achieving 1 GPa fatigue strength in nanocrystalline 316L steel through recovery annealing. Scr. Mater. 2022, 217, 114773.
13. Wang, B.; Zhang, P.; Duan, Q. Q.; et al. Synchronously improved fatigue strength and fatigue crack growth resistance in twinning-induced plasticity steels. Mater. Sci. Eng. A. 2018, 711, 533-42.
14. Lu, L.; Pan, Q.; Hattar, K.; Boyce, B. L. Fatigue and fracture of nanostructured metals and alloys. MRS. Bull. 2021, 46, 258-64.
15. Wang, X. Q.; Han, W. Z. Oxygen-gradient titanium with high strength, strain hardening and toughness. Acta. Mater. 2023, 246, 118674.
16. Dan, X.; Ren, C.; Song, Z.; et al. Exceptional strength and ductility in heterogeneous multi-gradient TiAl alloys through additive manufacturing. Acta. Mater. 2024, 281, 120395.
17. Wu, D.; Hao, M.; Zhang, T.; et al. Heterostructures enhance simultaneously strength and ductility of a commercial titanium alloy. Acta. Mater. 2023, 257, 119182.
18. Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706-23.
19. Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, eaau1925.
20. Ren, C. X.; Wang, Q.; Hou, J. P.; Zhang, Z. J.; Zhang, Z. F.; Langdon, T. G. The nature of the maximum microhardness and thickness of the gradient layer in surface-strengthened Cu-Al alloys. Acta. Mater. 2021, 215, 117073.
21. Liu, Z.; Zhao, D.; Wang, P.; et al. Additive manufacturing of metals: microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224-36.
22. Wu, X.; Yang, M.; Yuan, F.; et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. U. S. A. 2015, 112, 14501-5.
23. Lee, H. H.; Yoon, J. I.; Park, H. K.; Kim, H. S. Unique microstructure and simultaneous enhancements of strength and ductility in gradient-microstructured Cu sheet produced by single-roll angular-rolling. Acta. Mater. 2019, 166, 638-49.
24. Zhang, Y.; Cheng, Z.; Lu, L.; Zhu, T. Strain gradient plasticity in gradient structured metals. J. Mech. Phys. Solids. 2020, 140, 103946.
25. Zhang, Y.; He, C.; Yu, Q.; et al. Nacre-like surface nanolaminates enhance fatigue resistance of pure titanium. Nat. Commun. 2024, 15, 6917.
26. Jiang, X. P.; Wang, X. Y.; Li, J. X.; et al. Enhancement of fatigue and corrosion properties of pure Ti by sandblasting. Mater. Sci. Eng. A. 2006, 429, 30-5.
27. Wang, Q.; Sun, Q.; Xiao, L.; Sun, J. Effect of surface nanocrystallization on fatigue behavior of pure titanium. J. Mater. Eng. Perform. 2015, 25, 241-9.
28. Li, X.; Sun, B. H.; Guan, B.; et al. Elucidating the effect of gradient structure on strengthening mechanisms and fatigue behavior of pure titanium. Int. J. Fatigue. 2021, 146, 106142.
29. Kim, W. J.; Hyun, C. Y.; Kim, H. K. Fatigue strength of ultrafine-grained pure Ti after severe plastic deformation. Scr. Mater. 2006, 54, 1745-50.
30. Fintová, S.; Kunz, L.; Chlup, Z.; et al. Grain refinement effect on fatigue life of two grades of commercially pure titanium. Int. J. Fatigue. 2023, 176, 107883.
31. Lu, K.; Chauhan, A.; Knöpfle, F.; Aktaa, J. Effective and back stresses evolution upon cycling a high-entropy alloy. Mater. Res. Lett. 2022, 10, 369-76.
32. Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393-8.
33. Fang, X. T.; He, G. Z.; Zheng, C.; et al. Effect of heterostructure and hetero-deformation induced hardening on the strength and ductility of brass. Acta. Mater. 2020, 186, 644-55.
34. Wang, C.; Ding, L.; Shi, S.; et al. Origin mechanism of heterostructure nanograins with gradient grain size suppressing strain localization. Mater. Sci. Eng. A. 2023, 885, 145584.
35. Li, L. L.; Zhang, Z. J.; Zhang, P.; Wang, Z. G.; Zhang, Z. F. Controllable fatigue cracking mechanisms of copper bicrystals with a coherent twin boundary. Nat. Commun. 2014, 5, 3536.
36. Zhang, Z.; Wang, Z. Comparison of fatigue cracking possibility along large-and low-angle grain boundaries. Mater. Sci. Eng. A. 2020, 284, 285-91.
37. Hamada, A. S.; Karjalainen, L. P.; Surya, P. K. C. V.; Misra, R. D. K. Fatigue behavior of ultrafine-grained and coarse-grained Cr-Ni austenitic stainless steels. Mater. Sci. Eng. A. 2011, 528, 3890-6.
38. Schouwenaars, R.; Seefeldt, M.; Van Houtte, P. The stress field of an array of parallel dislocation pile-ups: implications for grain boundary hardening and excess dislocation distributions. Acta. Mater. 2010, 58, 4344-53.
39. Stricker, M.; Weygand, D.; Gumbsch, P. Irreversibility of dislocation motion under cyclic loading due to strain gradients. Scr. Mater. 2017, 129, 69-73.
40. Qu, Z.; Zhang, Z. J.; Zhu, Y. K.; et al. Coupling effects of microstructure and defects on the fatigue properties of laser powder bed fusion Ti-6Al-4V. Addit. Manuf. 2023, 61, 103355.
Cite This Article
How to Cite
Download Citation
Export Citation File:
Type of Import
Tips on Downloading Citation
Citation Manager File Format
Type of Import
Direct Import: When the Direct Import option is selected (the default state), a dialogue box will give you the option to Save or Open the downloaded citation data. Choosing Open will either launch your citation manager or give you a choice of applications with which to use the metadata. The Save option saves the file locally for later use.
Indirect Import: When the Indirect Import option is selected, the metadata is displayed and may be copied and pasted as needed.
About This Article
Copyright

Data & Comments
Data
0













Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at [email protected].